
Why Some Medicines Are Expensive: It’s Not the Active Ingredient, It’s the Manufacturing Technology
Many people assume that the high cost of a medicine is mainly due to expensive active pharmaceutical ingredients (APIs). In reality, however, the value of many modern pharmaceutical products lies not in the API itself, but in the advanced formulation technologies, sophisticated manufacturing processes, and state-of-the-art production equipment required to produce them. Only a limited number of pharmaceutical manufacturers worldwide possess the expertise and capabilities to successfully manufacture these complex dosage forms.
From extended-release tablets and multi-layer pellets to dry powder inhalers and microcapsules/microspheres, each dosage form represents the integration of pharmaceutical science, materials engineering, precision mechanical design, and advanced automation technologies.
Extended-Release Tablets (ER Tablets)
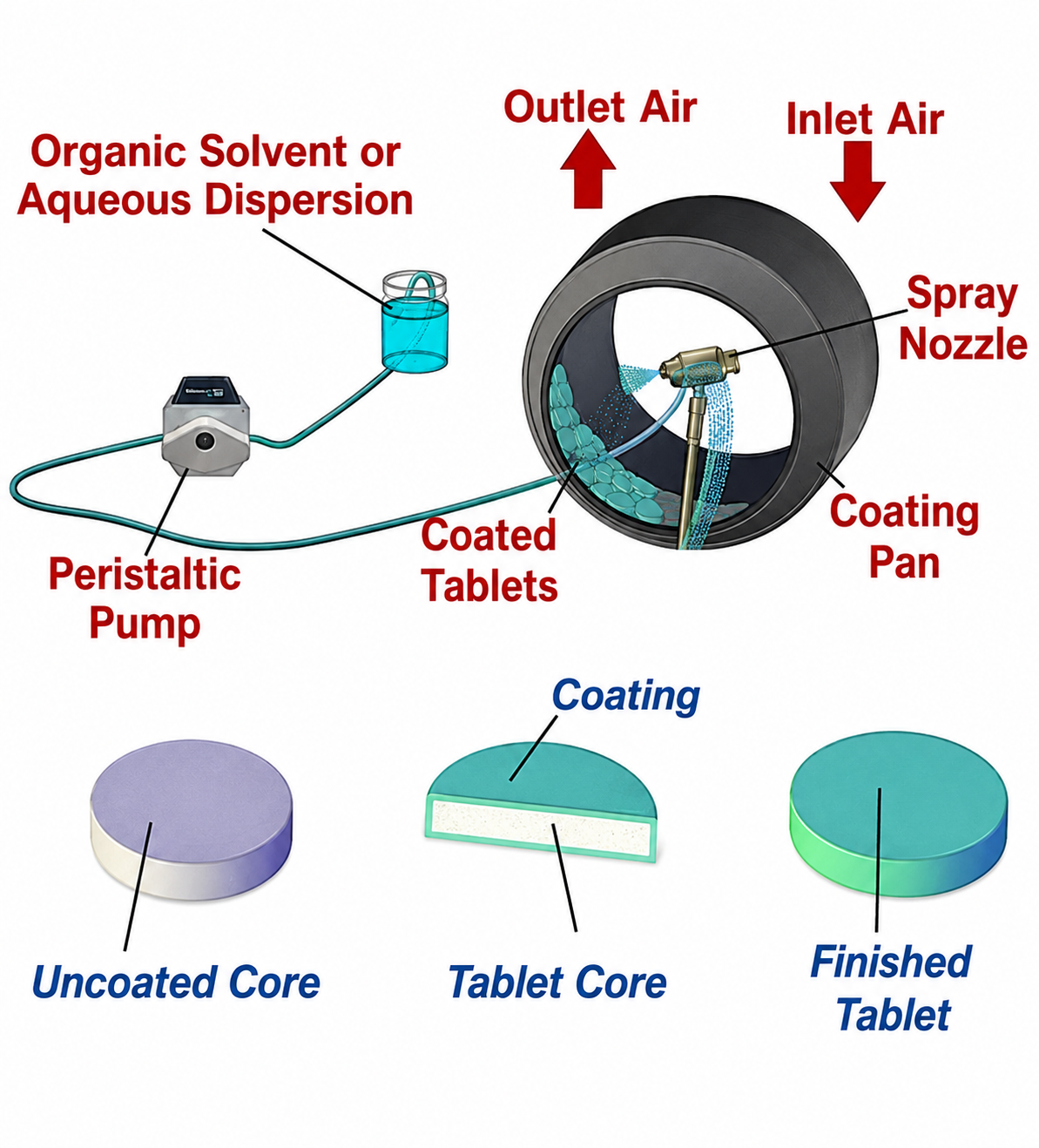
Extended-release tablets are designed to release the active ingredient gradually over an extended period, maintaining stable drug concentrations in the bloodstream while reducing dosing frequency and improving patient compliance.
Unlike conventional tablets, ER formulations require precise control over formulation design, coating technology, and manufacturing parameters to achieve the desired drug release profile. Even slight variations in coating thickness, excipient composition, or processing conditions can significantly affect therapeutic performance.
Manufacturing these products typically involves advanced pharmaceutical equipment such as high-shear granulators, fluid bed processors, precision film coating systems, and automated process control technologies to ensure consistent product quality and regulatory compliance.

Representative Examples
- Glucophage XR (Metformin Extended Release)
- Xigduo XR (Dapagliflozin + Metformin XR)
- Wellbutrin XL (Bupropion XL)
Why Are They Expensive?
Metformin itself is a relatively inexpensive active pharmaceutical ingredient (API). However, developing a tablet capable of delivering the drug consistently over 12–24 hours is a highly sophisticated pharmaceutical engineering challenge.
Manufacturers must simultaneously control several critical quality attributes, including:
- Tablet porosity
- The ratio and properties of release-controlling polymers
- Water penetration rate into the tablet matrix
- Drug diffusion kinetics
- Stability across a wide range of gastrointestinal pH conditions
Even minor variations in formulation composition, granule characteristics, or compression force can significantly alter the dissolution profile, potentially affecting the drug’s therapeutic performance and regulatory compliance.
Manufacturing Equipment Required
Producing high-quality extended-release tablets typically requires advanced pharmaceutical processing equipment, including:
- High Shear Granulator for uniform wet granulation
- Fluid Bed Dryer for controlled and consistent drying
- High-Precision Tablet Press with accurate compression force control
- Process Analytical Technology (PAT) systems for real-time monitoring of critical process parameters such as moisture content, particle size distribution, and process consistency
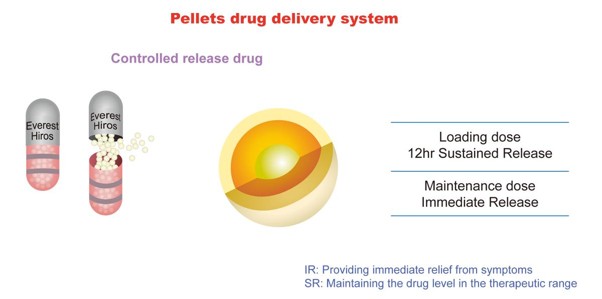
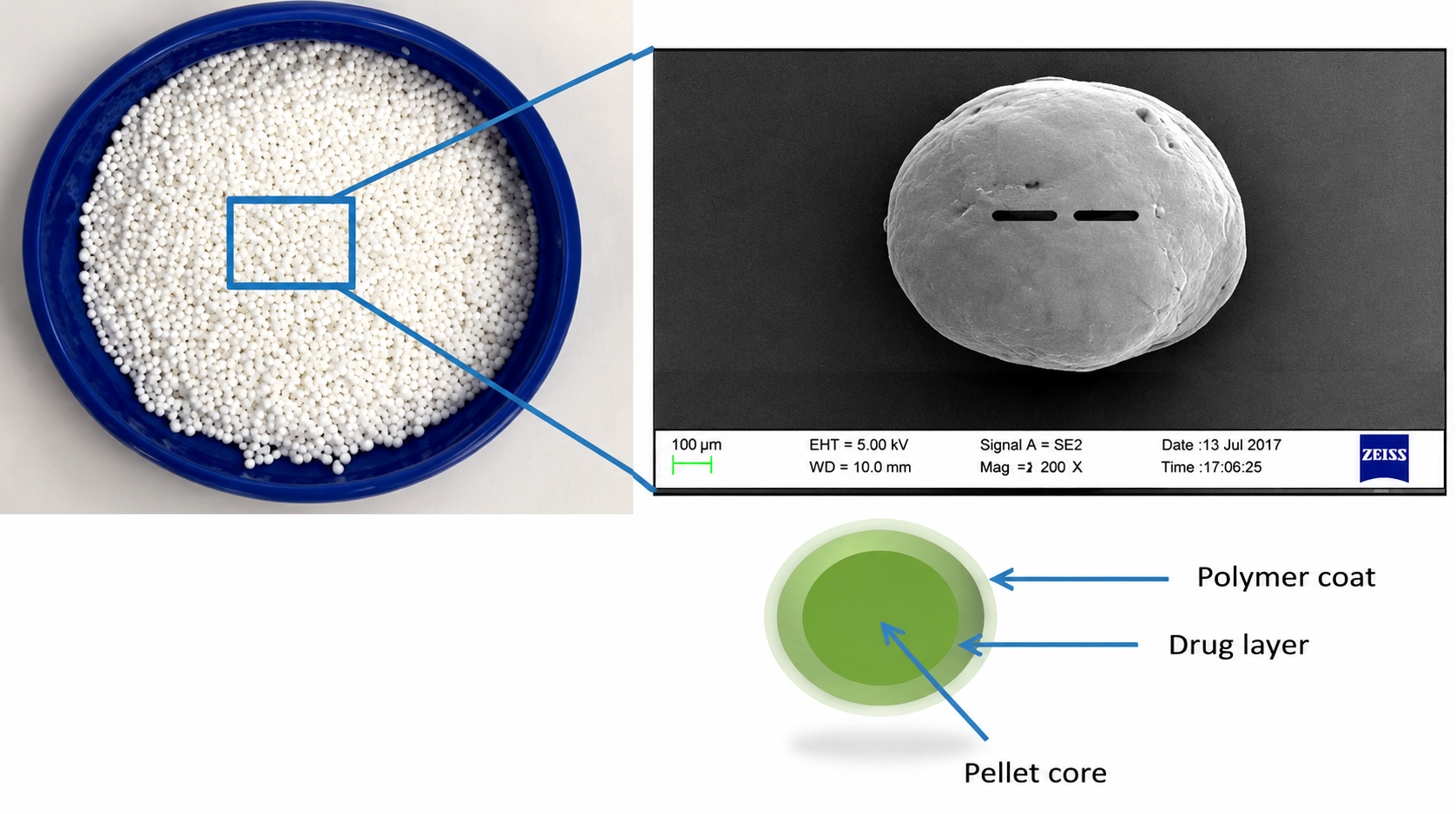
Multi-Layer Extended-Release Pellets







Representative Products
- Suboxone Film
- Ondansetron (ODF)
- Donepezil (ODF)
Manufacturing Technology
Orally disintegrating films (ODFs) are typically only:
50–150 μm thick
Despite their ultra-thin structure, they must achieve:
- Uniform drug content throughout the film
- Appropriate mechanical strength and flexibility
- Rapid disintegration in the oral cavity
- Excellent patient comfort without unpleasant mouthfeel
Specialized Manufacturing Equipment
- Continuous film casting system
- Multi-zone drying system
- Precision slitting and cutting machine
- Automatic moisture-proof packaging system
Conclusion
In modern pharmaceutical manufacturing, the value of a product is determined not only by its active pharmaceutical ingredient (API), but also by the sophistication of its formulation technology and manufacturing capability.
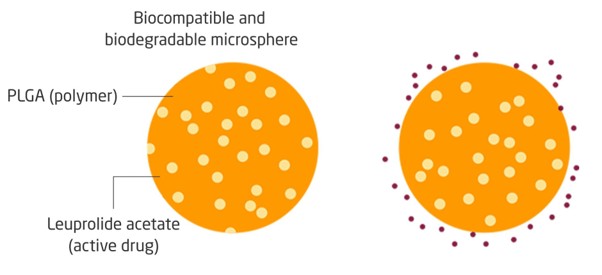
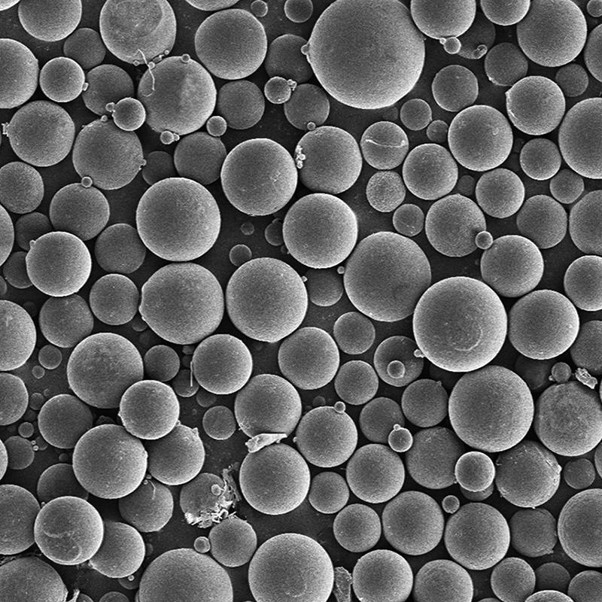
Advanced dosage forms—including extended-release tablets, multilayer pellets, dry powder inhalers (DPIs), PLGA microspheres, and orally disintegrating films (ODFs)—require the integration of pharmaceutical sciences, materials engineering, precision mechanical design, and highly specialized manufacturing equipment.
As a result, technological capability has become one of the strongest barriers to entry, enabling many pharmaceutical products to maintain high market value even when the API itself is relatively inexpensive.
For pharmaceutical manufacturers, investing in advanced technologies such as granulation, film coating, pelletization, microencapsulation, and inhalation drug manufacturing not only expands product portfolios but also creates sustainable long-term competitive advantages.
Advanced Pharmaceutical Technologies Require Advanced Manufacturing Equipment
As innovative dosage forms—including extended-release tablets, multilayer pellets, dry powder inhalers, PLGA microspheres, and orally disintegrating films—continue to evolve, the demands placed on pharmaceutical manufacturing equipment have become increasingly stringent.
Modern production systems must deliver far more than GMP compliance. They must also provide:
- Precise control of temperature, humidity, and airflow
- Excellent batch-to-batch consistency
- Seamless scalability from R&D to commercial production
- Support for advanced processing technologies such as Wurster fluid-bed coating, pelletization, hot-melt granulation, microencapsulation, and controlled-release manufacturing
With extensive expertise in pharmaceutical equipment research, engineering, and manufacturing, XINYITE Pharmaceutical Technology provides advanced processing systems designed to support today’s most sophisticated pharmaceutical manufacturing technologies.
XINYITE’s Core Equipment Portfolio
- High Shear Granulator
- Multifunctional Fluid Bed Processor
- Wurster Fluid Bed Coating System for Sustained-Release Pellets
- Extruder & Spheronizer System
- Hot-Melt Granulator
- High-Efficiency Film Coater
- Rotary Disc Continuous Fluidized Bed Dryer
These equipment solutions enable the efficient implementation of complex pharmaceutical processes, including:
- Sustained-release and targeted-release pellet manufacturing
- Multilayer pellets and enteric coating
- Powder layering for ultrafine active pharmaceutical ingredients
- Taste masking for ODTs, chewable tablets, and oral suspensions
- Hot-melt granulation for poorly water-soluble APIs
- Polymer-based controlled-release tablet manufacturing
Thanks to their flexible scalability from laboratory development to commercial production, XINYITE’s equipment helps pharmaceutical manufacturers shorten product development cycles, minimize scale-up risks, and maintain consistent product quality throughout the product lifecycle.
For pharmaceutical manufacturers in Vietnam seeking to move toward high-value-added dosage forms, investing in advanced granulation, pelletization, and functional coating technologies is not merely a technical upgrade—it is a long-term strategic investment in competitiveness.
XINYITE Pharmaceutical Technology is committed to delivering state-of-the-art manufacturing solutions that empower pharmaceutical companies to develop high-quality products while meeting the most demanding international standards of modern pharmaceutical manufacturing.